





准备好领略护栏1-q235b波形护栏板批发货源产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:德州临邑护栏1-q235b波形护栏板批发货源的图文介绍



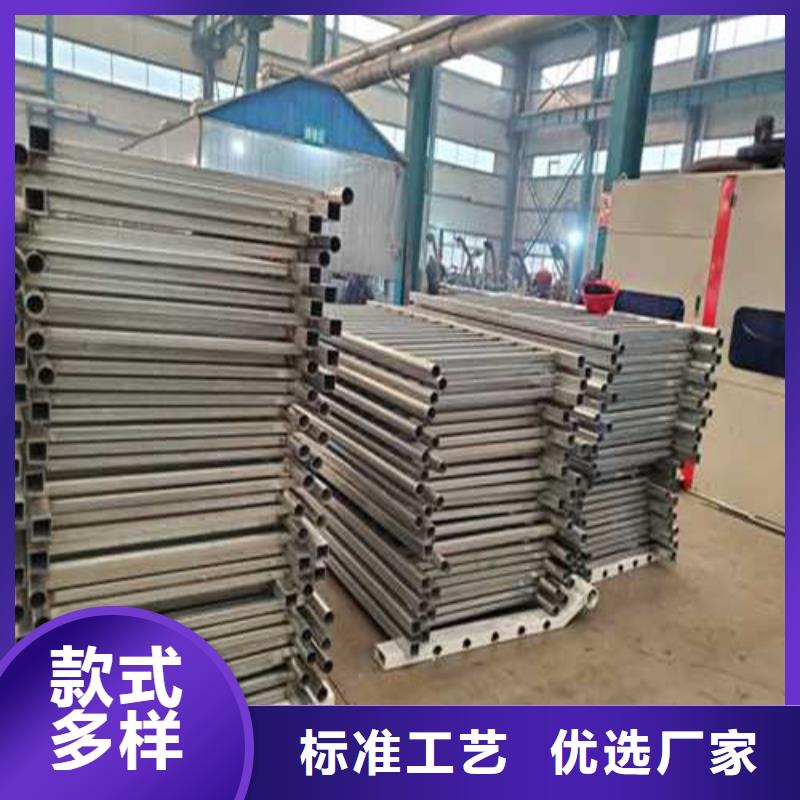
期末高速公路护栏用钢大幅增长据测算,依据公路行业规划目标,及公路行业的运输需求情况(旅客运输需求量和货物运输需求量),采用多种方法(回归模型、弹性系数、比重法),对公路耗钢指标进行测?。 生产的交通道路隔离护栏规格齐全、品种多,可以任意选择高度、色彩。适用城市交通要道、高速公路中间绿化隔离带、桥梁、二级公路、乡镇公路及各公路收费口等的隔离。立柱安装有安置式和地脚螺栓两种方式。 产品特点:其色彩鲜亮、表面光洁、强度高、韧性强、耐腐蚀、抗紫外线、不退色、不开裂、不脆化的优点,成为具装饰效果的公路护栏精品,适用于城市道路中间,洁净宽敞的街道与鲜艳靓丽的护栏,互相映辉,筑起一道亮丽的风景线,为我们的城市增光添彩;让我们高品位的城市建设更上新台阶。 公路护栏在我们生活中起到了重要的作用,它被广泛用于家中、马路上为我们的起到了保驾护航的作用,下面来了解一下高速公路护栏的要求标准护栏板总长度4320毫米(安装完毕后净剩4米)立柱间距4米。两波形梁护栏板的宽度310mm,波高85mm,板厚:3mm、4mm;理论重量:3mm厚的为416kg,4mm厚的为655kg;每公里3MM厚的重13吨,4MM厚的重1388吨。



聚晟护栏制造(临邑县分公司)位于开发区工业园,交通j i为便利。公司主要生产: 不锈钢立柱等。公司可根据客户要求来图或来料加工产品,我们刻意于精益求精,互惠互利,共同发展的关系。公司遵循现代化管理理念,稳定的产品质量,优良的服务和以人为本,诚信为本、科技为魂、创新为源,力争双赢的经营理念,提供优良的产品和完善的服务,与客户朋友和各界同仁共同发展。


内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。



国内海管一般采用碳钢海管, 尚未引入不锈钢复合管。 不锈钢复合管由于其结构特殊性, 对焊接保护及铺设方式要求较高。 如何使用铺管船完成不锈钢复合海管铺设工作, 成为项目执行的一个重点。 在项目准备及施工过程中, 采用了一系列先进工艺, 不断优化作业流程, 终形成一套较成熟的不锈钢复合海管铺设工艺, 完成了国内首条不锈钢复合海管铺设工作。不锈钢复合管焊接的关键问题是焊缝的抗腐蚀问题, 而焊缝是否抗腐蚀取决于封底焊缝的焊接质量。 由于不锈钢导热系数小, 焊接时高温停留时间不宜太长, 且与空气接触易氧化, 所以焊接复合层时应选择热输入量小的焊接方法。 同时, 由于复合管的焊接顺序为先焊复合层, 后焊基层, 所以,复合层的焊接质量是整个焊接过程中为重要的, 应考虑采用焊接质量高的焊接方法。 由于不锈钢复合钢管的两种材质具有不同化学成分和物理性能, 在焊接过程中, 很容易造成碳及合金元素的扩散, 引起焊接接头性能恶化,影响焊接质量。
